24小时服务热线
15867867818
24小时服务热线
15867867818

电 话:13957873721
座 机:0574-87575618
地 址:浙江省宁波市江北区江北大道225号
网 址:www.zjzc-china.com
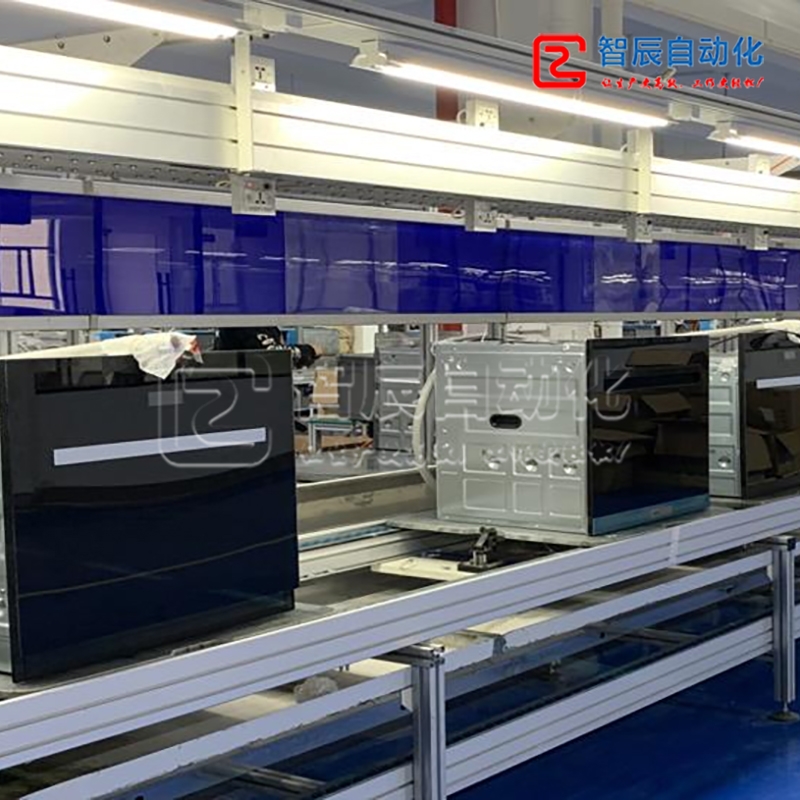
非标自动化生产线的基本上调试方法全是"横平、垂直、同舟".最 先无论调试一切一个商品,我们都要掌握汽车装配生产线的特点,和顾客的技术标准。下边广晟德为大伙儿介绍一下非标自动化生产线拼装调试方式。
一、掌握非标自动化生产线上产品特性(包含外型、规格、尺寸公差、构造、加工工艺等)。
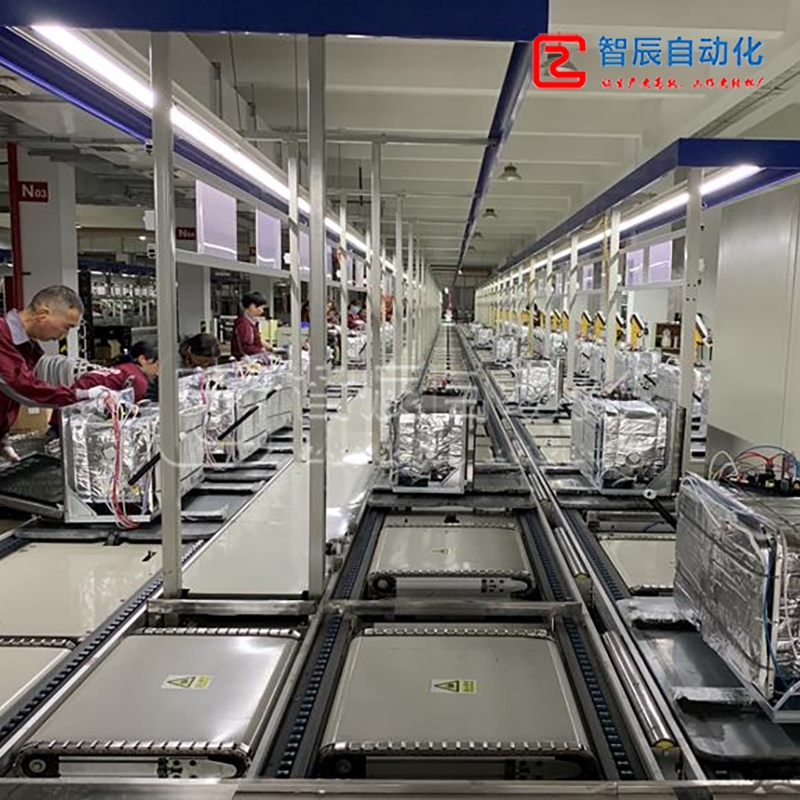
二、将非标自动化生产线零件(包括标件和非标准零件加工)擦洗整洁,将最关键一部分的汽车底盘装配线挑出,从最关键的零部件逐渐拼装调试。拼装全过程中应当查验精 确测量所装构件的精度,保证横平、垂直、同轴度难题。
三、针对单汽缸推拉门或升降机一部分,应确保拉要及时,推也需要及时,而且不可以有出现异常摩擦阻力。
四、非标自动化生产线转动一部分应保证转动一部分的均衡度、平整度、同轴度。以做到下摆臂,测量范围的精度。
五、非标自动化生产线上的销钉、插槽有销钉孔和插槽的地区应擦洗整洁,挑选适合的销钉(销钉材料强度在58度之上),开展精 准定位,销钉以单侧紧配为最 好,便捷拆装和安装;插槽精度应操纵在0.02之内,以保证在二次安装时的精度,不可过大,过紧。若过大则无精度,太紧则没法安装。
六、非标自动化生产线给料一部分料道绝大多数根据商品而定,装配线生产厂家公差等级为0.1上下.能够确保商品在料道中根据时畅行无阻。料道零部件进料方位和连接处需倒倾斜角以0.2*30数为规范,详细情况根据商品而定。料道內部需要打磨抛光解决,可避免 商品划伤,划花。


联系人: 陈先生 联系电话:13957873721(同微信)
 | 地址:浙江省宁波市江北区江北大道225号 | ||
 | 15867867818 |  | 0574-87520506 |
15867867818
服务热线